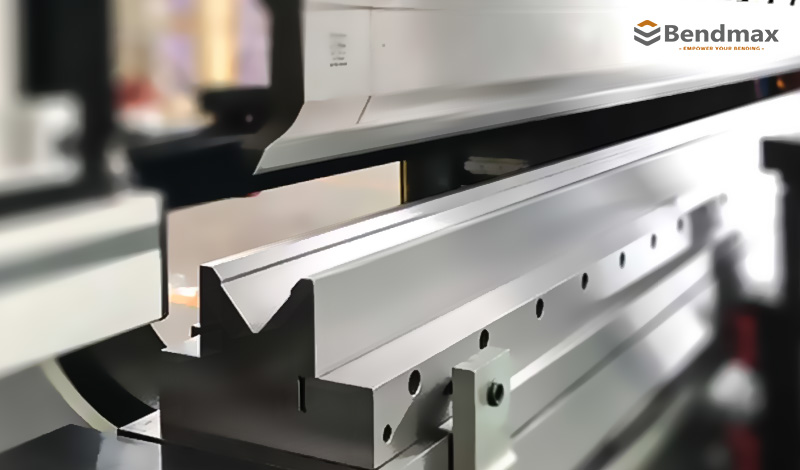


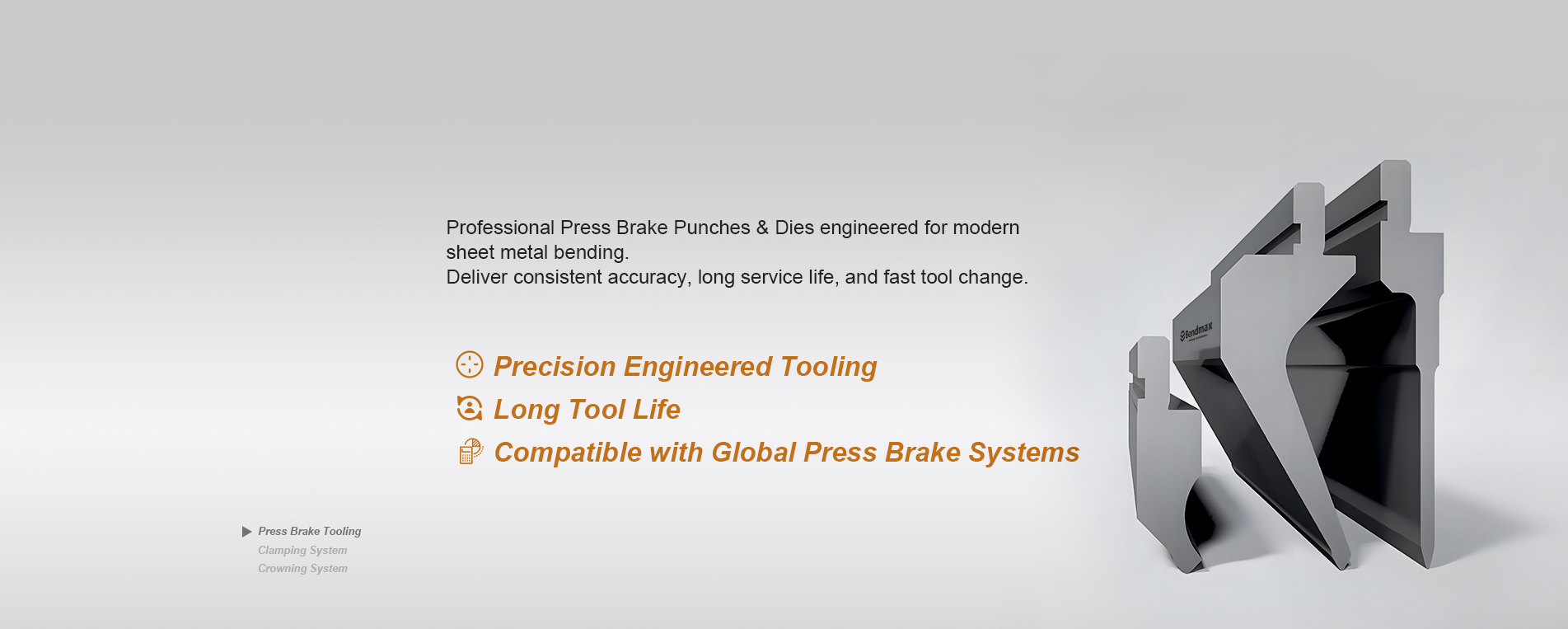

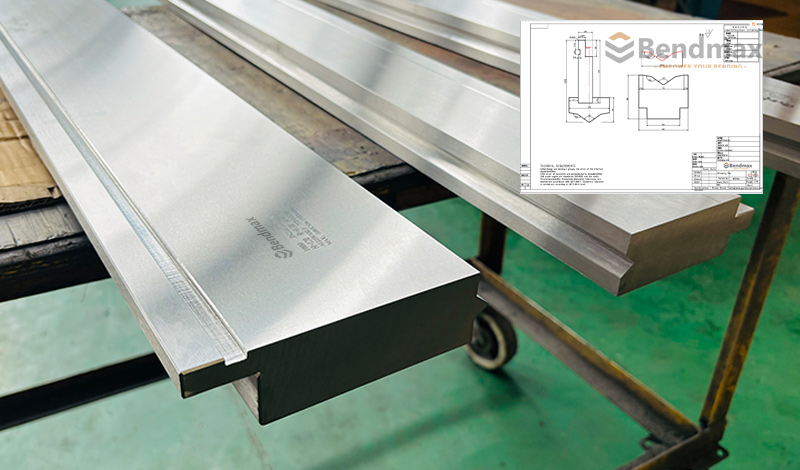
أدوات ثني الصفائح لأنظمة Amada وWila وbystrinic وغيرها.

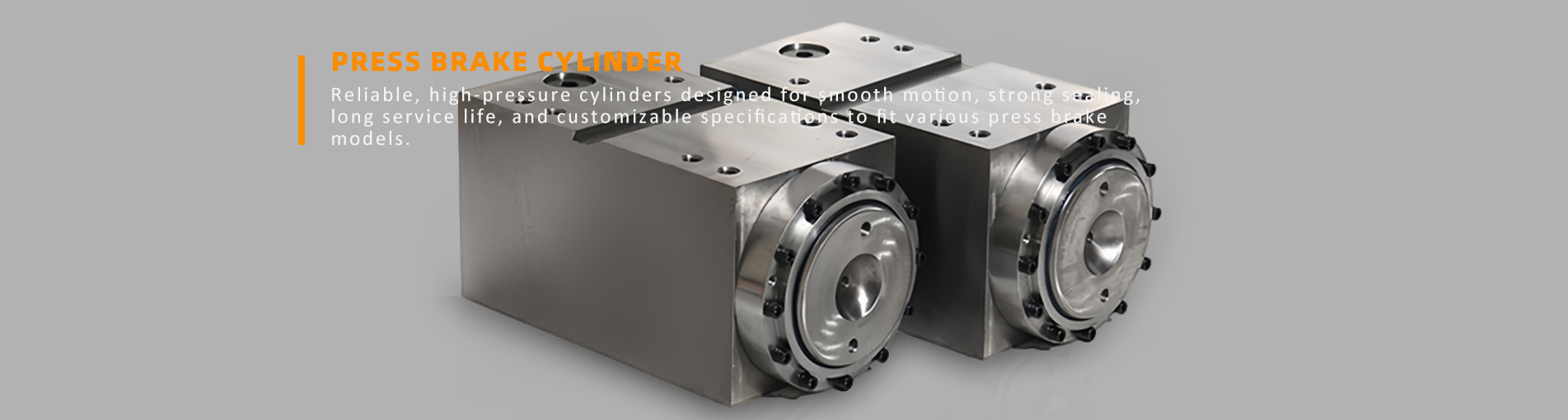
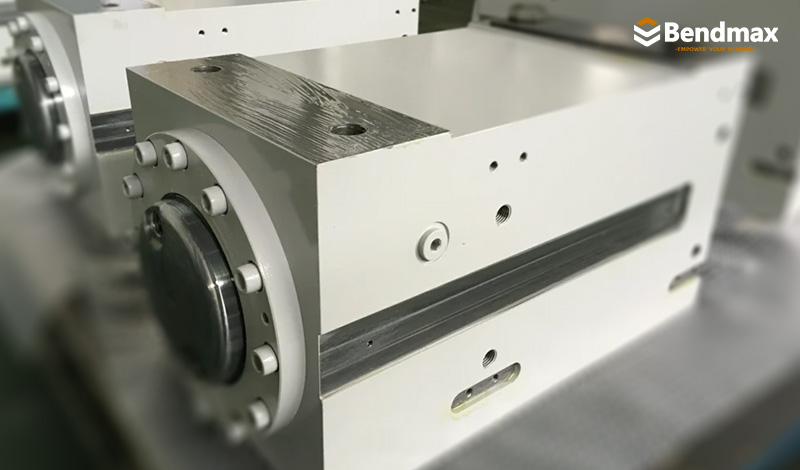
أسطوانات مكابس الثني لطرازات Y1 و Y2 و CNC

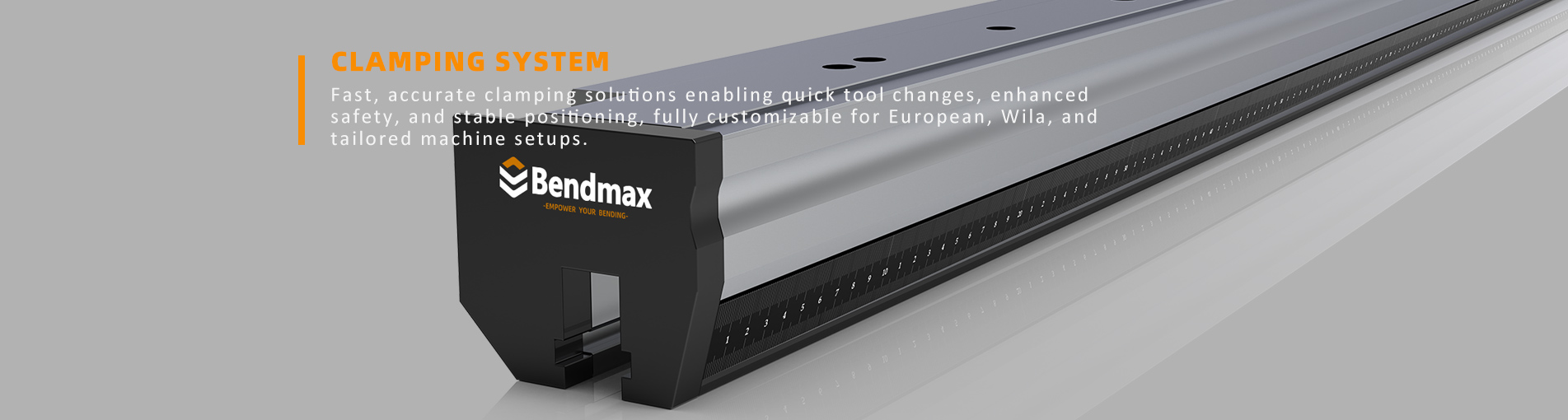
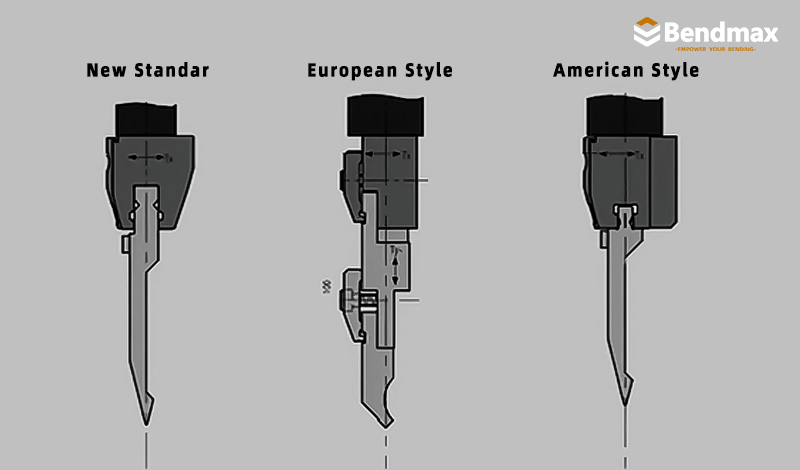
أنظمة تثبيت لأنواع Amada وWila واليدوية والهيدروليكية

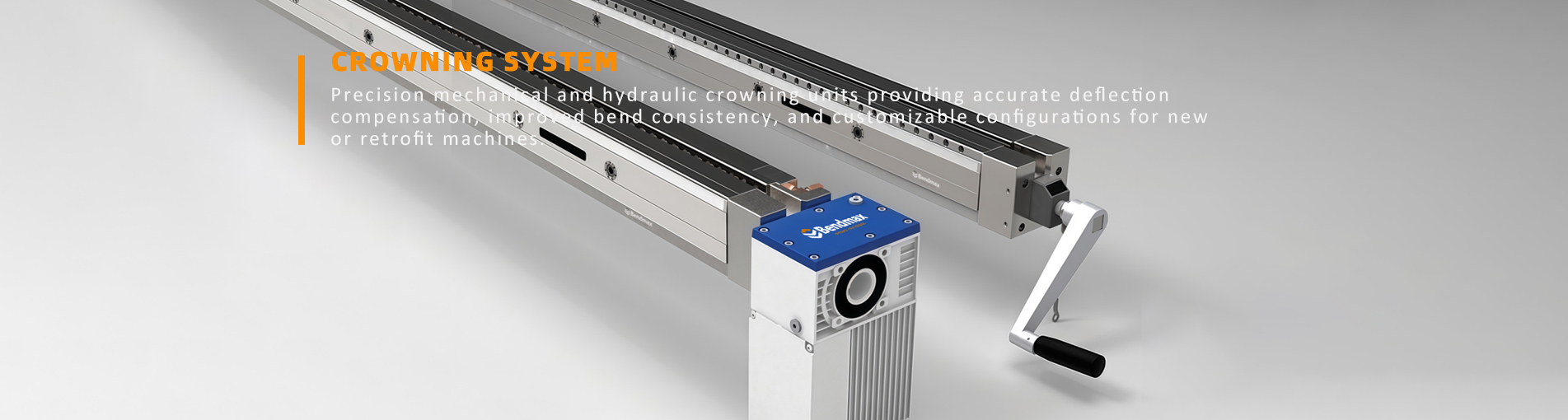
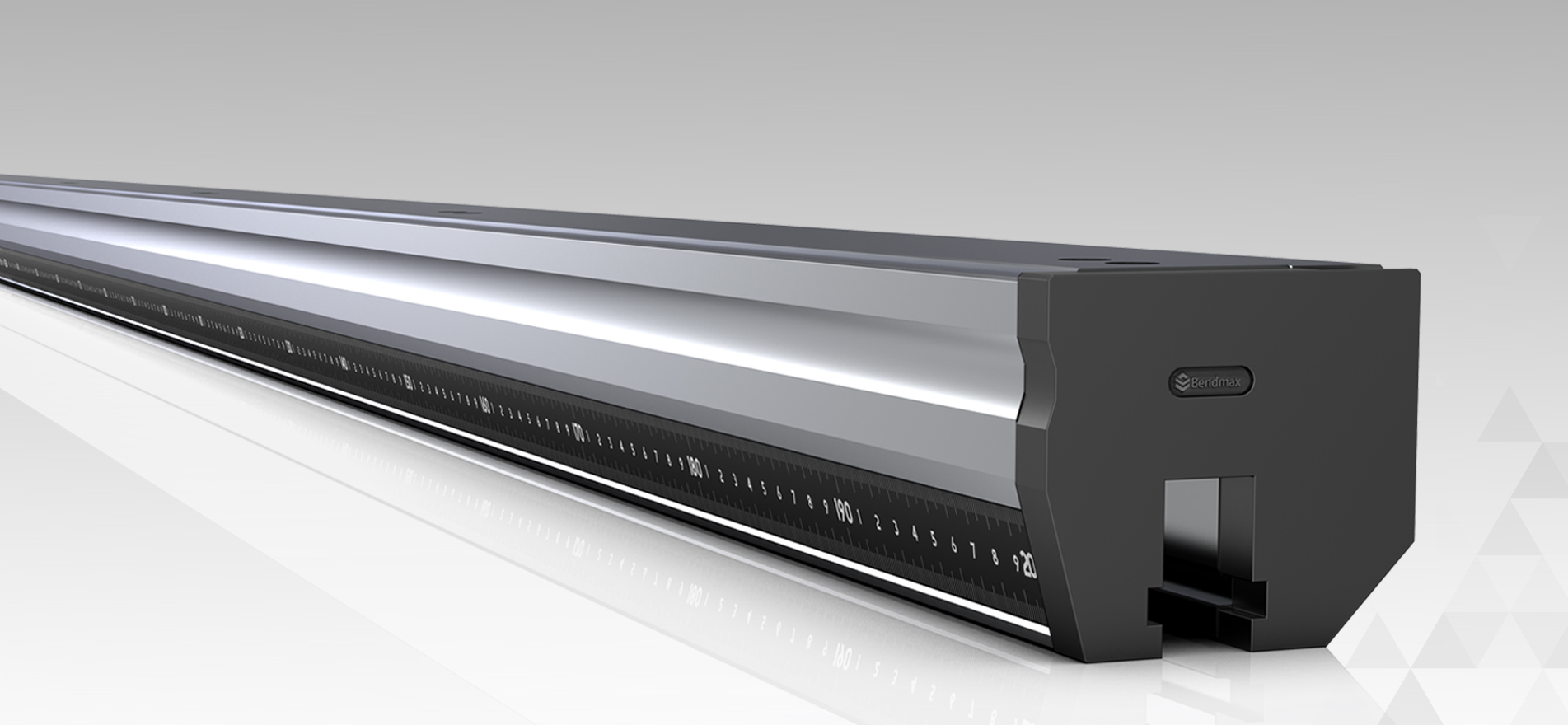
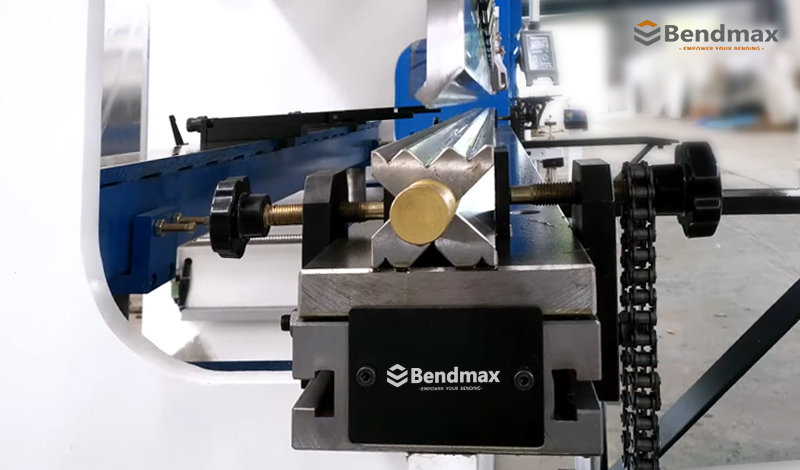
أنظمة التاج للنماذج اليدوية، ونماذج التحكم الرقمي الحاسوبي، ونماذج التعويض الهيدروليكي
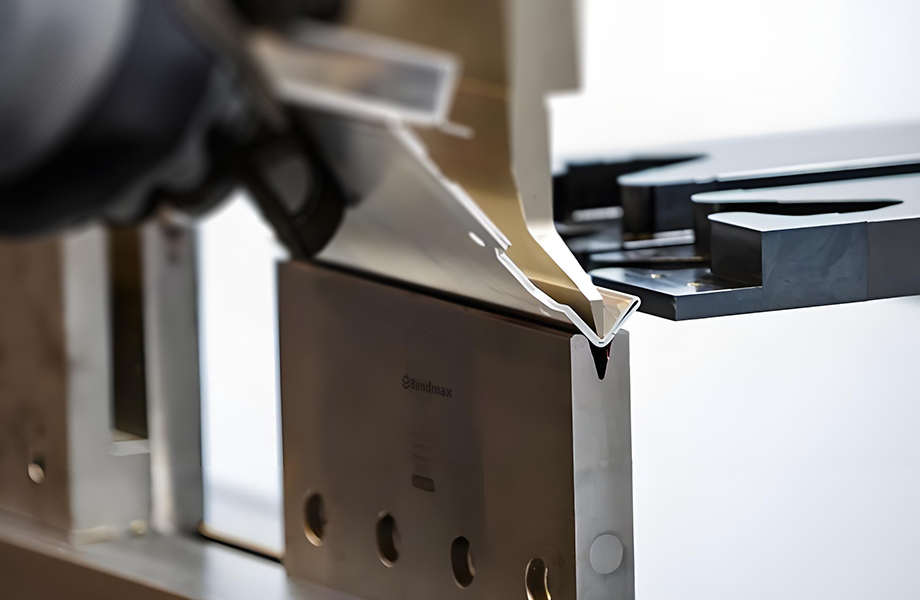

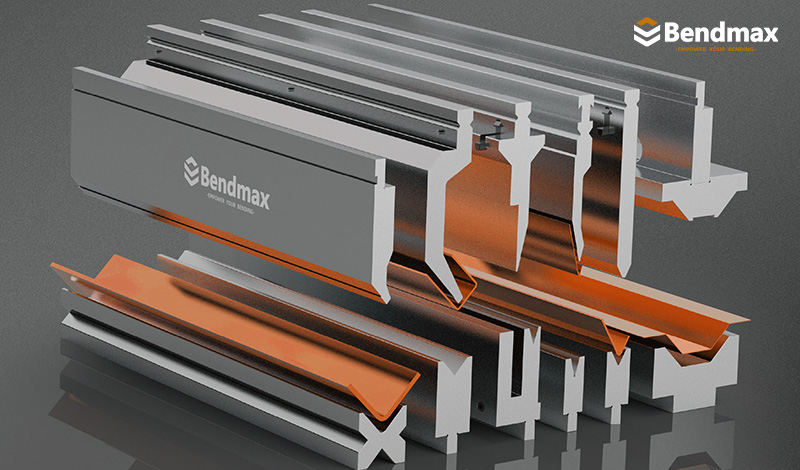
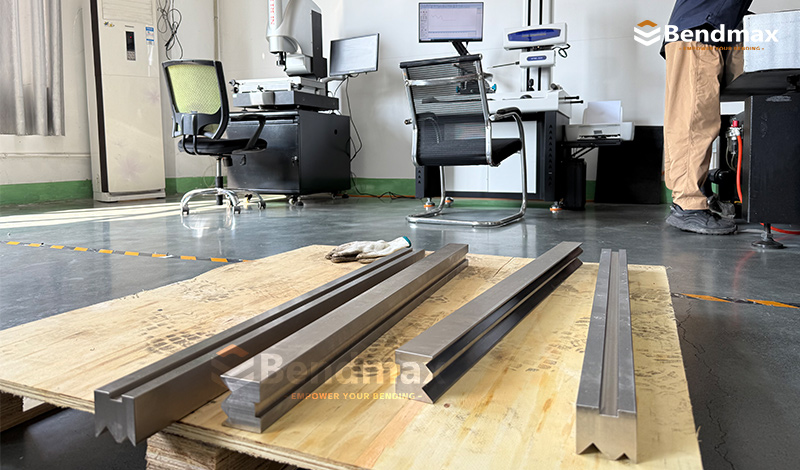
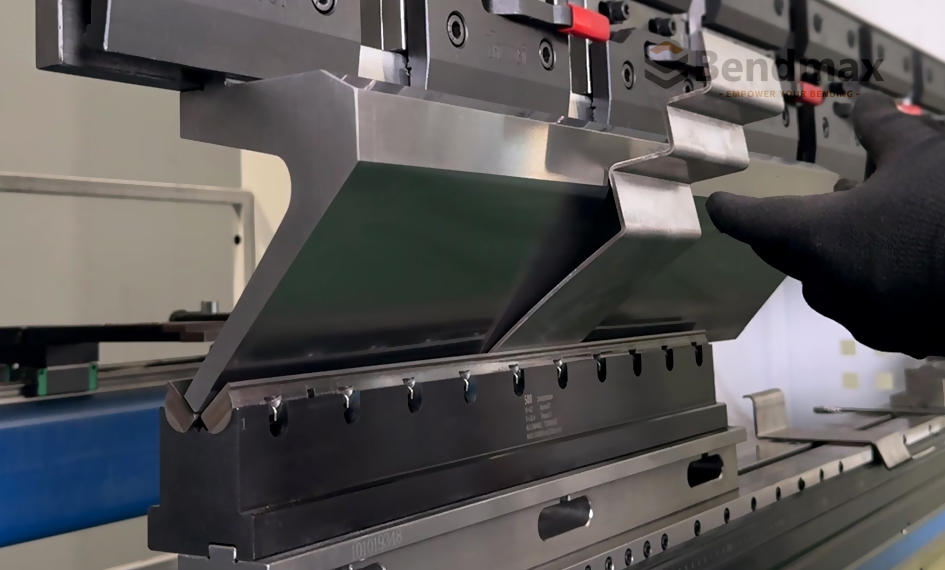
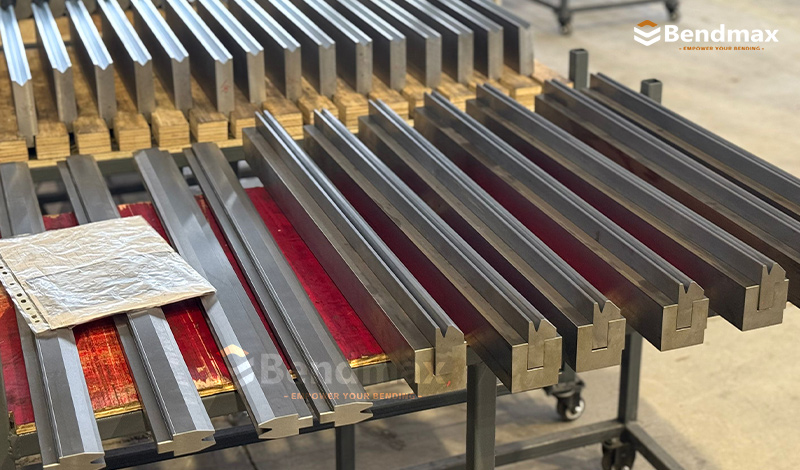
أدوات ثني الصفائح المعدنية عالية الدقة مصممة لثني دقيق وأداء طويل الأمد في تصنيع الصفائح المعدنية.

أسطوانات هيدروليكية عالية الضغط مصممة لتشغيل مكابس الفرامل بشكل مستقر وموثوق.

أنظمة تشكيل دقيقة تضمن دقة ثني موحدة على طول قطعة العمل بأكملها.

منطقة المصنع

عملاء

السعة الشهرية

التسليم في الموعد المحدد






 Phone: (0086)-15002165198
Phone: (0086)-15002165198 Email: jason@bendmax.com
Email: jason@bendmax.com Wechat: سياسة الخصوصية
Wechat: سياسة الخصوصية
 IPv6 network supported
IPv6 network supported
leave a message
Scan to wechat :

Scan to whatsapp :

 بالعربية
بالعربية